|
'Singing Fence' Projekt
praktische realisatie van een kunstwerk ontworpen
door Frederik Van Simaey (2018)
Sing Sing, 2018
Aluminium en inox
Sing Sing is een sculptuur in de vorm van een metalen hek, dat
nergens naartoe lijkt te leiden of niets begrenst. Het hek werd
zo vervaardigd dat, wanneer je met een stok of staaf tegen de verschillende
spijlen van het hek tikt, de melodie van Altijd is Kortjakje ziek
te horen is. De de lengte van de verschillende spijlen zorgen voor
een variatie in toonhoogte. De afstand tussen de verschillende spijlen
zorgt voor het ritme. Het bekende kinderliedje verwijst naar de
zorgeloze kindertijd van Van Simaey. Altijd is Kortjakje ziek is
een kinderlied dat teruggaat op een bekend volkslied uit de achttiende
eeuw. Het werk is een uitnodiging aan de bezoekers om zich te laten
onderdompelen in deze nostalgie naar hun kinderjaren. Frederik Van
Simaey (*1979, Kortrijk) duwt ons met de neus op dingen waaraan
we voorbij dreigen gaan. Hij gebruikt schijnbaar waardeloze voorwerpen
en transformeert deze aan de hand van minimale ingrepen tot een
soort poëtische en artistieke raadsels. Zo creëert hij een spanning
tussen concept, werkelijkheid en verwachting. Hij stelt zich hierbij
vragen over de noodzaak van het creëren.
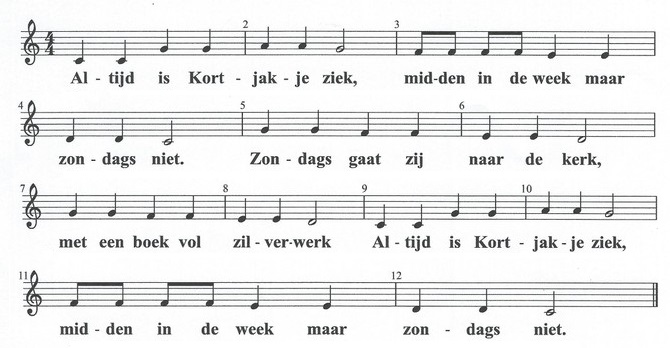
Beschrijving:
Een skulptuur die overkomt als een traliehek en die als je er met
een stok langsheen gaat een melodie laat horen. De ontwerper wilde
een overbekende melodie, met name het kinderliedje 'Altijd is Kortjakje
ziek'.
Hier is de volledige 'partituur':
Realisatie:
Omwille van de klank en de duurzaamheid -het betreft een projekt
voor openlucht opstelling op een openbare plaats in Kortrijk - werd
gekozen voor weerbestendige en redelijk corrosievrije materialen:
voor de klankbuizen, een harde aluminium legering, en voor de draagstruktuur,
roestvast staal. Vanuit puur akoestisch perspektief zou de mooiste
klank -rekening houdend met de gewenste lengte van de buizen- bereikt
worden met buizen van ca. 10cm diameter en met een materiaaldikte
van 10 mm. Daarmee zou evenwel het gewenste 'tralie' effekt niet
kunnen bereikt worden. Daarom kozen we 30 mm diameter buizen met
een materiaaldikte van 5 mm, een goed kompromis tussen harmoniciteit
van de klank en gewenst vizueel effekt. Buizen met die diameter,
alhoewel met een wat geringere wand dikte (2.4 mm) hadden we eerder
al gebruikt voor onze kwarttoonsrobot
<Tubi>. Dikwandige buizen uit brons werden ook overwogen,
maar omwille van het uiterlijk enerzijds en de kostprijs anderzijds
uiteindelijk verworpen.
De klankbuizen werden allemaal van een boorgat (4.5 mm) op een
nodaal punt voorzien teneinde ze in de draagstruktuur te kunnen
ophangen. De skulptuur bestaat uit twee aan elkaar gekoppelde delen,
elk ongeveer 3 meter lang, zodat de totale 'afsluiting' een lengte
heeft van iets meer dan zes meter. Om vandalisme te vermijden voorzagen
we aan de onderzijde opgelaste korte kokers die verhinderen dat
de buizen uit de struktuur kunnen worden getrokken. Bovendien verhinderen
die ook het tegen elkaar aan kletteren van de klankbuizen. Aan de
binnenkant worden deze korte kokers voorzien van een neopreen laag,
wat voor enige mate van demping zorgt. De vertikale staanders worden
op drie gegoten betonnen funderingsputten gemonteerd met telkens
vier M16 bouten.
Berekening van de buislengtes en ophangpunten voor een kromatisch
oktaaf in gelijkzwevende stemming::
| noot (midi) |
berekende lengte |
effektieve lengte |
ophangpunt |
frequentie |
zoemtoon |
bovenkwint |
| 60/72 |
1662 |
1660 |
117.6 |
524 Hz |
51 midi |
79 midi |
| 61/73 |
1614 |
|
114.1 |
554Hz |
52 midi |
80 midi |
| 62/74 |
1569 |
1570 |
110.0 |
589 Hz |
53 midi |
81 midi |
| 63/75 |
1524 |
|
107.7 |
622 Hz |
54 midi |
82 midi |
| 64/76 |
1481 |
1480 |
104.7 |
661 Hz |
55 midi |
83 midi |
| 65/77 |
1438 |
1440 |
101.7 |
700 Hz |
56 midi |
84 midi |
| 66/78 |
1399 |
|
98.9 |
738 Hz |
57 midi |
85 midi |
| 67/79 |
1358 |
1358 |
96.0 |
786 Hz |
58 midi |
86 midi |
| 68/80 |
1319 |
|
93.3 |
830 Hz |
59 midi |
87 midi |
| 69/81 |
1280 |
1284 |
90.6 |
882 Hz |
60 midi |
88 midi |
| 70/82 |
1245 |
|
88.0 |
932 Hz |
61 midi |
89 midi |
| 71/83 |
1210 |
1207 |
85.5 |
986 Hz |
62 midi |
90 midi |
Alleen de donker afgedrukte tonen en buizen worden in dit projekt
gebruikt.
De voortgebrachte klanken, muzikaal genoteerd zijn :  De onderste noten zijn de (zachte) zoemtonen. De met een akkolade
aangegeven noten zijn de waargenomen toonhoogte en de bovenste noot,
de sterkste aanwezige boventoon.
De onderste noten zijn de (zachte) zoemtonen. De met een akkolade
aangegeven noten zijn de waargenomen toonhoogte en de bovenste noot,
de sterkste aanwezige boventoon.
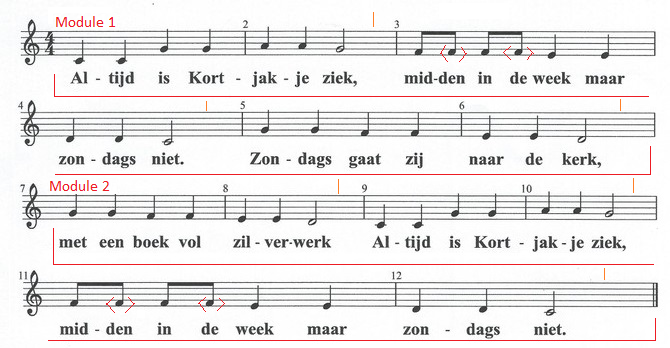
Wanneer we de buizen in volgorde aanslaan om de melodie te krijgen
zijn volgende buizen en aantallen nodig:
- 6 x Do
- 6 x Re
- 8 x Mi
- 8 x Fa (de achtste noten laten we weg)
- 10 x Sol
- 4 x La
Totaal: 42 klankbuizen, 21 buizen per module.
Tijdproportioneel zijn er 48 vierde noot-waarden. Aangezien we
de konstruktie in twee modules opbouwen, betekent dit 24 kwartnoten
per module:
Afmetingen:
- hoogte 2013 mm
- breedte: 2 x 2930 mm = 5860 mm
- diepte : 125 mm Verankering: 200 mm
12 Inox M16 bouten (inbus cilinderkop) in rawlpuggen ingeboord
in beton. Tussen beton en voetplaten moet een dikke laag siliconen
of Parabond 800 Hi-Tack worden aangebracht omdat de grondplaat niet
zuiver vlak kan zijn vanwege de noodzakelijke dikke lasnaden aan
de opstanden..De M16 bouten moeten in roestvast staal zijn. De bevestigingsplaten
mogen desgewenst tot 100 mm onder het grondnivo worden gebracht
en met aarde bedekt worden.
Hier is de maatschets voor het gieten van de fundering en het boren
van de verankeringsgaten:
Aanbevolen afmetingen van de betonfundering: 500 x 500, diepte
(afhankelijk van de bodem) minstens 600 mm. De ankergaten mogen
pas in het beton worden geboord wanneer de struktuur ter plaatste
is en de maten van de struktuur kunnen worden overgenomen van de
voetplaten. Die gaten kunnen immers afwijken van het plan als gevolg
van de krimp in de lasnaden.
Frontale projektie van de konstruktie (horizontaal verkort getekend):
Duurzaamheid:
de draagstruktuur is volkomen onderhoudsvrij, want geheel vervaardigd
en gelast uit roestvast staal. De aluminium buizen kunnen na verloop
van tijd sporen van corrosie vertonen. Dit verandert niets aan de
klank. De corrosielaag (aluminium oxide) beschermt het basismateriaal
tegen verdere aantasting. Daarom is het beter die laag niet te verwijderen.
Wanneer de corrosie een zwart aanschijn vertoont is de oorzaak te
zoeken in uitlaatgassen en luchtverontreiniging. Anodizeren van
de buizen is een remedie, maar is een industrieel proces dat we
bij Stichting Logos niet kunnen uitvoeren.
Gebruikte metaallegeringen:
- roestvast staal: AISI304 (draagstruktuur)
- lasmateriaal en ophangstaven: AISI316
- aluminium: AlMgSi 0.5
Medewerkers aan de realisatie en de konstruktie van dit projekt:
- Mattias Parent (research and construction)
- Lara Van Wynsberge (tuning and construction)
- Laura Maes (project supervision)
- Philippe Henrion (welding assistent)
- Godfried-Willem Raes (metal and welding works, structural design,
research)
Bouwdagboek:
20.10.2017: Eerste kontaktname van Frederik Van Simaey met het
oog op de realisatie van een publieke klankskulptuur
04.12.2017: Werkbespreking klankbuizen: ontwerp en berekening.
17.04.2018: Werkbespreking bouwopdracht.
04.05.2018: Praktische werkbespreking voor de realisatie van het
projekt.
07.05.2018: Plaatsing bestelling materialen bij Demar-Lux.
23.05.2018: Werkbespreking ontwerpschetsen met Frederik Van Simaey.
24.05.2018: Software uitgewerkt voor de berekening van de lengte
van de buizen in funktie van de gevraagde toonhoogtes. Het grootste
interval voor de gevraagde melodie is een sixt. Hier is de bronkode
van het berekeningsprogramma, gebruik makend van de PowerBasic console
compiler. Het programma maakt een
tekstbestandje aan met de juiste lengtes van de nodige buizen.
25.05.2018: Aflevering van de bestelde inox proflielen en aluminium
buizen. Maken van een eerste test-buis en grondige opmeting daarvan
teneinde de materiaalkonstanten te kunnen berekenen. Aanpassing
berekeningsprogramma aan de meetresultaten. Zagen van de gewenste
klankbuizen. Verifikatie van de stemming. Boren van de ophanggaten.
Ontbramen.[3 mandagen werk]
26.05.2018: Berekening van de uiteindelijke maatvoering voor het
lasplan. Op maat snijden van de 50 x 50 x 6 profielen voor de demper-dragers.
Laswerk op de demperdrager voor module 1. Alle vierkante profielen
-behalve de twee op de uiteinden ( 100 x 100 x 8) gelast. De twee
kokers aan de uiteinden mogen past gelast worden nadat de demperdrager
op de vertikale koker is gelast.
Maatvoering voor module 1::
| noot |
upperside |
|
sum |
|
underside |
|
sum |
| |
100 |
pole |
|
|
100 |
pole |
|
| |
45 |
|
45 |
start module 1 |
20 |
|
20 |
| 60 |
50 |
|
95 |
|
100 |
|
120 |
| |
70 |
|
165 |
|
20 |
|
140 |
| 60 |
50 |
|
215 |
|
100 |
|
240 |
| |
70 |
|
285 |
|
20 |
|
260 |
| 67 |
50 |
|
335 |
|
100 |
|
360 |
| |
70 |
|
405 |
|
20 |
|
380 |
| 67 |
50 |
|
455 |
|
100 |
|
480 |
| |
70 |
|
525 |
|
20 |
|
500 |
| 69 |
50 |
|
575 |
|
100 |
|
600 |
| |
70 |
|
645 |
|
20 |
|
620 |
| 69 |
50 |
|
695 |
|
100 |
|
720 |
| |
70 |
|
765 |
|
20 |
|
740 |
| 67 |
50 |
50 |
815 |
|
100 |
|
840 |
| |
70 |
|
885 |
|
20 |
|
860 |
| gat |
50 |
190 |
935 |
|
100 |
|
960 |
| |
70 |
|
1005 |
|
20 |
|
980 |
| 65 |
50 |
50 |
1055 |
|
100 |
|
1080 |
| |
70 |
|
1125 |
|
20 |
|
1100 |
| 65 |
50 |
|
1175 |
|
100 |
|
1200 |
| |
70 |
|
1245 |
|
20 |
|
1220 |
| 64 |
50 |
|
1295 |
|
100 |
|
1320 |
| |
70 |
|
1365 |
|
20 |
|
1340 |
| 64 |
50 |
|
1415 |
|
100 |
|
1440 |
| |
70 |
|
1485 |
|
20 |
|
1460 |
| 62 |
50 |
|
1535 |
|
100 |
|
1560 |
| |
70 |
|
1605 |
|
20 |
|
1580 |
| 62 |
50 |
|
1655 |
|
100 |
|
1680 |
| |
70 |
|
1725 |
|
20 |
|
1700 |
| 60 |
50 |
50 |
1775 |
|
100 |
|
1800 |
| |
70 |
|
1845 |
|
20 |
|
1820 |
| gat |
50 |
190 |
1895 |
|
100 |
|
1920 |
| |
70 |
|
1965 |
|
20 |
|
1940 |
| 67 |
50 |
50 |
2015 |
|
100 |
|
2040 |
| |
70 |
|
2085 |
|
20 |
|
2060 |
| 67 |
50 |
|
2135 |
|
100 |
|
2160 |
| |
70 |
|
2205 |
|
20 |
|
2180 |
| 65 |
50 |
|
2255 |
|
100 |
|
2280 |
| |
70 |
|
2325 |
|
20 |
|
2300 |
| 65 |
50 |
|
2375 |
|
100 |
|
2400 |
| |
70 |
|
2445 |
|
20 |
|
2420 |
| 64 |
50 |
|
2495 |
|
100 |
|
2520 |
| |
70 |
|
2565 |
|
20 |
|
2540 |
| 64 |
50 |
|
2615 |
|
100 |
|
2640 |
| |
70 |
|
2685 |
|
20 |
|
2660 |
| 62 |
50 |
|
2735 |
|
100 |
|
2760 |
| |
45 |
|
2780 |
lasnaad |
20 |
|
2780 |
| |
50 |
pole |
|
einde module 1 |
50 |
pole |
|
| |
|
|
|
|
|
|
|
Module 2: (apart froms the notes, the sizings are identical to
module 1.)
| noot |
upperside |
|
sum |
|
underside |
|
sum |
| |
50 |
pole |
|
|
50 |
pole |
|
| |
45 |
|
45 |
start module 2 |
20 |
|
20 |
| 67 |
50 |
|
95 |
|
100 |
|
120 |
| |
70 |
|
165 |
|
20 |
|
140 |
| 67 |
50 |
|
215 |
|
100 |
|
240 |
| |
70 |
|
285 |
|
20 |
|
260 |
| 65 |
50 |
|
335 |
|
100 |
|
360 |
| |
70 |
|
405 |
|
20 |
|
380 |
| 65 |
50 |
|
455 |
|
100 |
|
480 |
| |
70 |
|
525 |
|
20 |
|
500 |
| 64 |
50 |
|
575 |
|
100 |
|
600 |
| |
70 |
|
645 |
|
20 |
|
620 |
| 64 |
50 |
|
695 |
|
100 |
|
720 |
| |
70 |
|
765 |
|
20 |
|
740 |
| 62 |
50 |
50 |
815 |
|
100 |
|
840 |
| |
70 |
|
885 |
|
20 |
|
860 |
| gat |
50 |
190 |
935 |
|
100 |
|
960 |
| |
70 |
|
1005 |
|
20 |
|
980 |
| 60 |
50 |
50 |
1055 |
|
100 |
|
1080 |
| |
70 |
|
1125 |
|
20 |
|
1100 |
| 60 |
50 |
|
1175 |
|
100 |
|
1200 |
| |
70 |
|
1245 |
|
20 |
|
1220 |
| 67 |
50 |
|
1295 |
|
100 |
|
1320 |
| |
70 |
|
1365 |
|
20 |
|
1340 |
| 67 |
50 |
|
1415 |
|
100 |
|
1440 |
| |
70 |
|
1485 |
|
20 |
|
1460 |
| 69 |
50 |
|
1535 |
|
100 |
|
1560 |
| |
70 |
|
1605 |
|
20 |
|
1580 |
| 69 |
50 |
|
1655 |
|
100 |
|
1680 |
| |
70 |
|
1725 |
|
20 |
|
1700 |
| 67 |
50 |
50 |
1775 |
|
100 |
|
1800 |
| |
70 |
|
1845 |
|
20 |
|
1820 |
| gat |
50 |
190 |
1895 |
|
100 |
|
1920 |
| |
70 |
|
1965 |
|
20 |
|
1940 |
| 65 |
50 |
50 |
2015 |
|
100 |
|
2040 |
| |
70 |
|
2085 |
|
20 |
|
2060 |
| 65 |
50 |
|
2135 |
|
100 |
|
2160 |
| |
70 |
|
2205 |
|
20 |
|
2180 |
| 64 |
50 |
|
2255 |
|
100 |
|
2280 |
| |
70 |
|
2325 |
|
20 |
|
2300 |
| 64 |
50 |
|
2375 |
|
100 |
|
2400 |
| |
70 |
|
2445 |
|
20 |
|
2420 |
| 62 |
50 |
|
2495 |
|
100 |
|
2520 |
| |
70 |
|
2565 |
|
20 |
|
2540 |
| 62 |
50 |
|
2615 |
|
100 |
|
2640 |
| |
70 |
|
2685 |
|
20 |
|
2660 |
| 60 |
50 |
|
2735 |
|
100 |
|
2760 |
| gat |
45 |
|
2780 |
lasnaad. |
20 |
|
2780 |
| |
100 |
pole |
|
end module 2 |
100 |
pole |
|
| |
|
|
|
|
|
|
|
Laswerk voor de eerste demper houder: 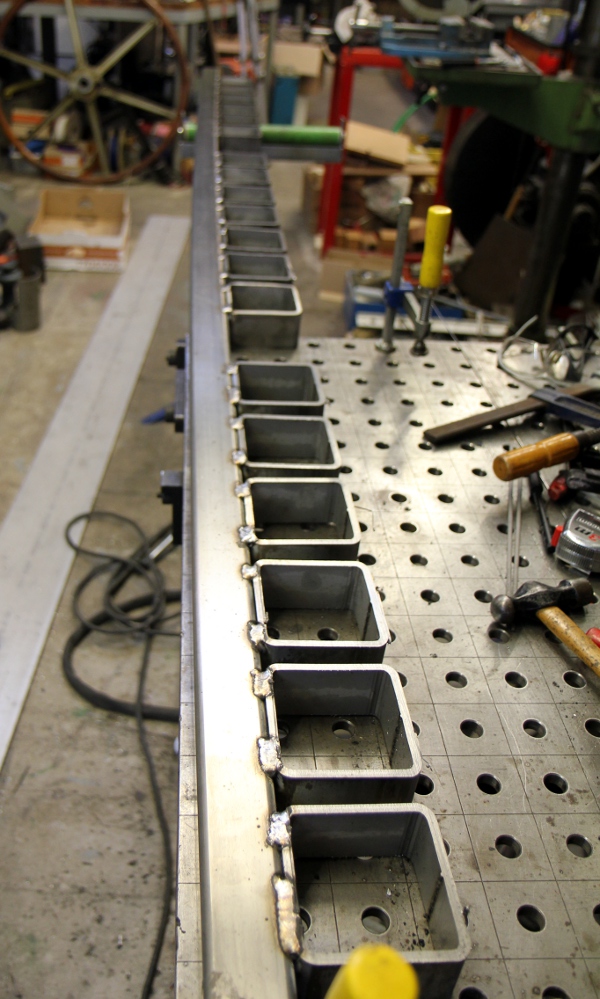 Nazicht levering inox Demar Lux: de gevraagde verzaagde kokers 50
x 50 x 6, op lengtes van 50 mm ontbreken, evenals een volle lengte
( 6 m) kokerprofiel 50 x 50 x 6.
Nazicht levering inox Demar Lux: de gevraagde verzaagde kokers 50
x 50 x 6, op lengtes van 50 mm ontbreken, evenals een volle lengte
( 6 m) kokerprofiel 50 x 50 x 6.
27.05.2018: Uittekenen van het verankeringsplan voor de fundering
in beton. Snijden van de voetplaten (300 x 200 x 10) en boren van
de verankeringsgaten M16. Uittekenen hoogteplan op schaal. Laswerk
voor de tweede demperhouder afgewerkt. Alle laswerk met 2.5 mm inox
316 elektroden uitgevoerd. Moeten de naden geslepen worden? Horizontale
projektie uitgetekend: 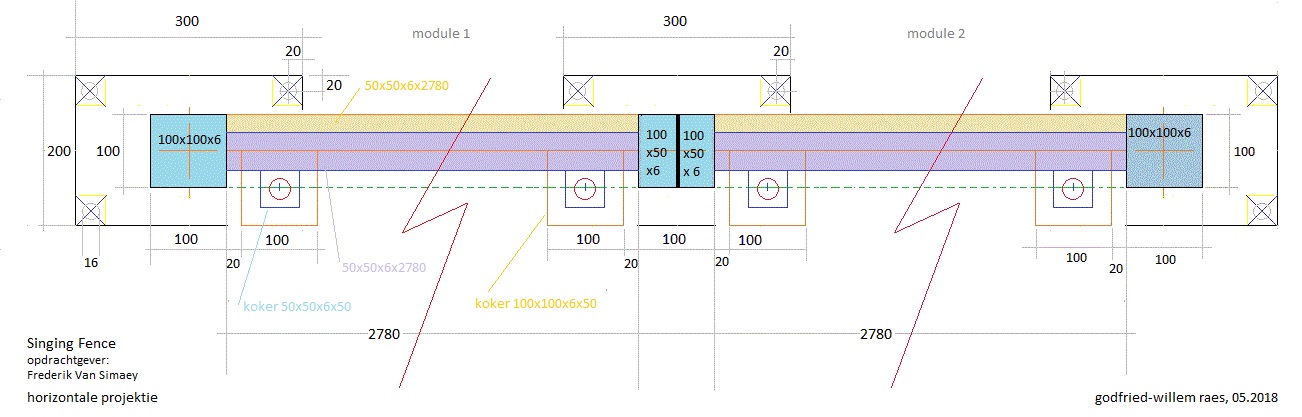 De
dummy lasnaden om de profielen terug redelijk recht te maken, voeren
we pas uit wanneer we de dragers voor de buizen afgelast hebben
en ook die doorbuiging bekend is. Het materiaal daarvoor (50 x 50
x 6 koderprofielen) is evenwel nog niet geleverd. Ook nieuwe inox
laselektroden moeten ingekocht worden (Welda). De
dummy lasnaden om de profielen terug redelijk recht te maken, voeren
we pas uit wanneer we de dragers voor de buizen afgelast hebben
en ook die doorbuiging bekend is. Het materiaal daarvoor (50 x 50
x 6 koderprofielen) is evenwel nog niet geleverd. Ook nieuwe inox
laselektroden moeten ingekocht worden (Welda).
28.05.2018: Uittekenen en narekenen van de frontale projektie met
maatvoeringen. Op lengte brengen van de vertikale kolommen (2000
mm). Assemblage-boringen uitgevoerd op de middenkolom. De middenkolommen
worden aaneengeschroefd met 3 inox bouten met inbus cilinderkoppen
M12 x 120. In te kopen: bouten M12 x 120, inox, AISI 316 laselektroden
(2.5 en 3.2 mm), argon gas, slijpschrijven, staalvijlen, schuurbanden...
29.05.2018: Naar Welda om inox laselektroden (Hilco, Hilchrome 316R)
) en Wolfram elektroden voor TIG. Honen van de boorgaten op de middenkolom.
Lassen van de voetplaten op de vertikale kolommen. 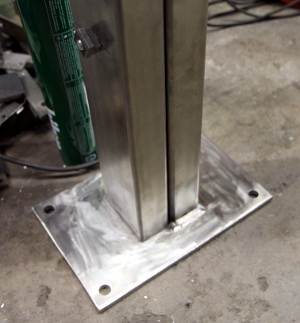

 De
bovenkanten van de kolommen moet nog dichtgelast worden. Argon geleverd,
TIG laswerk kan doorgaan. Atelier bezoek Frederik Van Simaey. 100
x100 x 3 plaatjes uitgesneden om de bovenkant van de vertikale kolommen
af te dichten. De
bovenkanten van de kolommen moet nog dichtgelast worden. Argon geleverd,
TIG laswerk kan doorgaan. Atelier bezoek Frederik Van Simaey. 100
x100 x 3 plaatjes uitgesneden om de bovenkant van de vertikale kolommen
af te dichten.
30.05.2018: Dichtlassen met TIG van de kolommen met de 100 x 100
plaatjes. Op de middenkolom wordt het sluitplaatje slechts halfgelast. Draagstoelen maken voor de montage en het aanlassen van de demperhouders.
Tijdelijke afstandhouder 2780 mm voorzien voor de drager van de
klankbuizen. Levering Demar-Lux uitgesteld tot volgende week...
We worden technisch werkloos... Inmiddels kunnen we al werk maken
van de PTFE (Teflon) afstandshouders voor de alu-buizen. Deze moeten
5 mm dik zijn, diameter 20 mm, met een boring van 4.2 mm. Ze mogen
niet knellen, want dan klinkt de buis dof.
Draagstoelen maken voor de montage en het aanlassen van de demperhouders.
Tijdelijke afstandhouder 2780 mm voorzien voor de drager van de
klankbuizen. Levering Demar-Lux uitgesteld tot volgende week...
We worden technisch werkloos... Inmiddels kunnen we al werk maken
van de PTFE (Teflon) afstandshouders voor de alu-buizen. Deze moeten
5 mm dik zijn, diameter 20 mm, met een boring van 4.2 mm. Ze mogen
niet knellen, want dan klinkt de buis dof.
31.05.2018: Lastekening overgebracht op het werkstuk. Werksessie
met Philippe Henrion: inlassen van de demperdragers op de vertikale
kolommen. Laatste vier 100 x 100 x 50 x 8 kokersekties voor de dempers
opgelast.  Experimenten
met geschikte materialen voor de binnenbekleding van de demperkokers. Experimenten
met geschikte materialen voor de binnenbekleding van de demperkokers.
01.06.2018: Technisch werkloos wegens vertragingen in de leveringen
van Demar-Lux.
05.06.2018: Levering van roestvast staal door Demar-Lux zou voor
morgen kunnen zijn...
06.06.2018: 16u40: levering Demar-Lux, laswerk kan worden voortgezet...
07.06.2018: Drilling all holes for the suspension of the tubes.
Full day of welding work on the tube holder structure.
08.06.2018: Assembly of the entire structure. Assistents required.
Atelierwerk met Lara Van Wynsberghe, Frederik Van Simaey en Mattias
Parent. De eerste klankbuizen kunnen gemonteerd worden. Inkoop neopreen
rubberband (De Mulder bvba) en kontaktlijm.
09.06.2018: Vijlen en schuren. Verdere montage.


10.06.2018: Inkleven van de neopreendempers in de 100 x 100 x 8
kokerprofielen. Hiervoor wordt kontaktlijm toegepast. Oplosmiddel:
tolueen.
12.06.2018: Verder werk met het inkleven van de neopreendempers.
Definitieve montage van de klankbuizen in de struktuur.
14.06.2018: Finale testmontage van het geheel...
15.06.2018: Hoeken van de neopreen dempers gekit met zwarte siliconencompound.
16.06.2018: Clean-up and engraving.. Lasspatten weggeslepen.
17.06.2018: Berekening en konstruktie van de ontbrekende diatonische
noot Si (71/83). We berekenden meteen ook het volledige kromatisch
oktaaf.
19.06.2018: Transport van de konstruktie naar Kortrijk. Opstelling
ter plaatse.
|
